The moulding system, based on green sand technology remains the most widely employed process for foundries around the world.
As is well known, the basic components used are easily available. These are, silica sand, clay and water. Today these are available in consistent quality with a narrow tolerance range of variability. Coal dust, and other additives are casting finish enhancers and these are added to the basic components to the individual foundry requirements.
Over the years foundry professionals have developed the best individual characteristics of each element to obtain optimal sand mixture for their foundry. The uninterrupted customer demand for continuous improvement in casting quality, along with casting price control, created a permanent research and development process. This continues today and involves close partnerships between foundries, raw material producers and equipment manufacturers.
Modern infrastructure has reduced the influence of the material source location relative to the foundry market. In general, most foundries have no problems selecting the most suitable components for their needs.
The continued challenge with green sand
The instability of green sand characteristics unless handled by a well conceived processing plant and a reliable in line control instruments will produce ongoing problems in the foundry.
The moulding sand quality must be adapted to the moulding equipment in use. But, once this has been established, it will be the consistency within a close range of variability that allows for a reduced level of sand quality-related scrap.
It is well known that a good moulding sand should never be subject to temperatures above 40 or less than 25°C. This is fundamental but not the only consideration. It should also offer no free moisture, at all, and the compactability has to be maintained ± 2 % with a compressive strength ± 50 2gr/cm, on the target values. These are the most important parameters.
Achieving consistency
The big question is how is consistency possible when shake-out sand conditions, depending on the sand/metal ratio and core sand pollution, could vary so far as temperature from 70 to 160°C, moisture from 0 to 1,8 %.
There is a range of green sand solutions available, at least in as many as the foundry equipment manufacturers available in the market.
An ideal system brought to practice
SPACE’s return sand processing philosophy was conceived in the ’70s, encompassing all that has been done and developed by other foundry equipment manufacturers.
Paying close attention to our customer’s suggestions, learning also from our past mistakes, we now believe that SPACE’s green sand processing equipment, is the most advanced and reliable available anywhere
SPACE SPR polygonal screen
The dedusting system is designed to cooperate with an adjustable extra ambient air intake, installed all along the enclosing hood underside. This allows the sand falling through the rotating basket to be “counter washed” by the air stream directed up-wards.
This feature provides a primary temperature reduction, combined with the possibility to adjust fines removal and keep the screening basket dry for a more efficient operation with reduced maintenance.
SPACE MU Pre-mixer
Cooling and tempering water is then added, and efficiently mixed, into the return sand in a continuous pre-mixer. The twin horizontal shaft, multi-paddles mixer, provide an intensive action and produces a very consistent and homogeneous sand mixture.
As an option, the possibility of introducing additives at this stage, is available. Additions are made on a programmable percentage based on the true weight of processed sand.
A notable first cooling effect is also obtained in the MU pre-mixer.
SPACE TCR fluid bed cooler
The Space TCR is the equipment designed for the processing and management of the final cooling stage.
It is based on a vibrating conveyor fitted with micro-perforated stainless steel plates on the top surface of which flows the pre-mixed and extra-moistened sand. Under the sand conveying and fluidising steel plates there is a multi-chamber air plenum system. An adjustable quantity of air is then blown through each chamber, this feature allows for adjusting the air volume as a function of the sand conditions. Where the sand is hot and very wet, a high volume of air is blown, but as the sand moves towards the cooler discharge the temperature and the moisture are reduced proportionally and the air volume is then adapted in order to reduce energy used and fines removal.
Since the quantity of sand may vary according to the moulding line output, sometimes ± 30% or more of the air blowing system is automatically adjusted to obtain the target value of moisture and temperature at discharge.
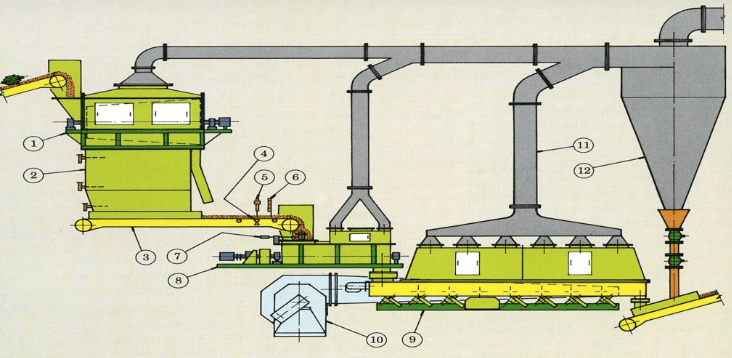
2 – Storage hopper
3 – Dosing belt
4 – Continuous weighing
5 – Sand temperature probe
6 – Sand detector
7 – Sand moisture sensor
8 – Continuous pre-mixer
9 – Fluidised bed sand cooler
10 – Centrifugal fan
11 – Dust collecting system
12 – Centrifugal dust separator
SPACE PGF- Control equipment
This is a very sophisticated and efficient component of our system. It provide for the full automatic control of many functions that all together combine for compensating the wide fluctuations of the return sand physical characteristics. The return sand, before entering the pre-mixer, is subject to the following parameters control:
- Continuous weighing, by means of load cell system installed on the feeding belt conveyor
- Temperature and moisture, by means of self cleaning probes installed in the sand stream.
The processed sand, after the fluidised bed cooler, is subject to the following parameters control:
- Temperature and moisture by means of self-cleaning probes installed in the sand stream.
- The quantity of water to be added is calculated using the inlet readings, but the outlet readings produce a feedback adjustment factor, through a ‘p.i.d.’ function.
We can confirm that the required target moisture and temperature level are easily achieved and maintained within a very close range in spite of wide property fluctuation at the shake out. Therefore, we are in a position to guarantee very consistent physical characteristics of the sand in the storage bins ahead of the mixer or muller.
Pre-conditioned sand at 2% to 2.2% moisture and at 30 to 35 °C, after about one hour of resting, is in ideal condition for preparing the optimum moulding mixture to guarantee the lowest sand related scrap.
Today, a modern, well maintained muller-mixer equipped with an efficient control system is the way to produce high quality repeatable mixes, and in our opinion should be mandatory in a foundry wishing to seriously compete on the global market.
The Space VR intensive mixers, combined with the GSM “Sand Lab” control system, fulfils this mandatory requirement and should be at the heart of the sand plant of tomorrow.
Article adapted from original which featured in Foundry Management and Technology